
#
Tool group
The inputs/outputs of the handheld will be managed directly by the PLC, allowing greater flexibility in choosing the connection or communication protocol integrated in the handheld.
In its normal operating mode, the robot will be in charge of telling the PLC when to activate the different actuators present on the hand and indicating the status of the associated sensor system.
The latter will make it possible to generate stop points, where the robot will wait until it receives confirmation of the activation/deactivation of the various elements.
This could be during the closing of the paddles on a paddle hand or that a vacuum has been generated on a suction cup hand, ensuring that the product has been correctly picked up.
#
Tool inputs: Product clamping drives
#
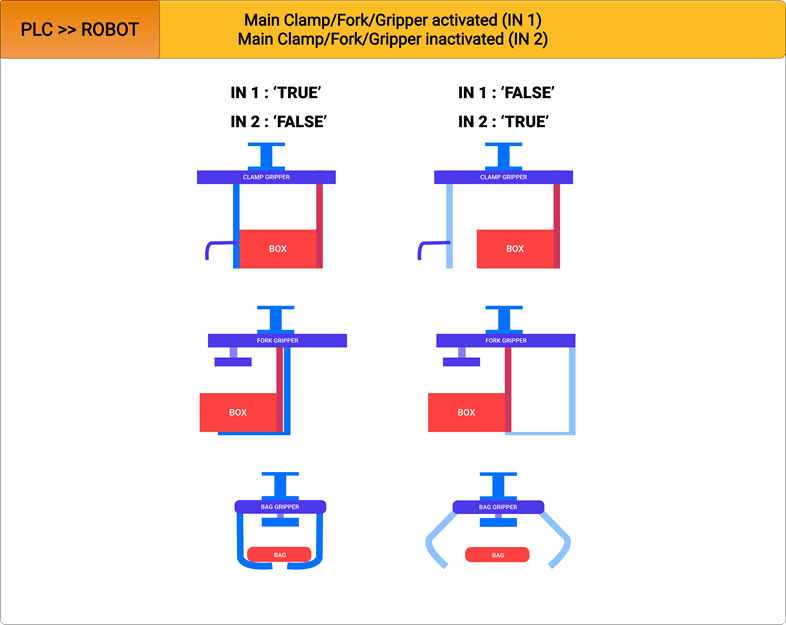
Main mode activated (IN 1)
Signal indicating that the main clamping system is closed, picking up the product.
#
Main mode inactivated (IN 2)
Signal indicating that the main clamping element is open and ready to pick up the product.
#
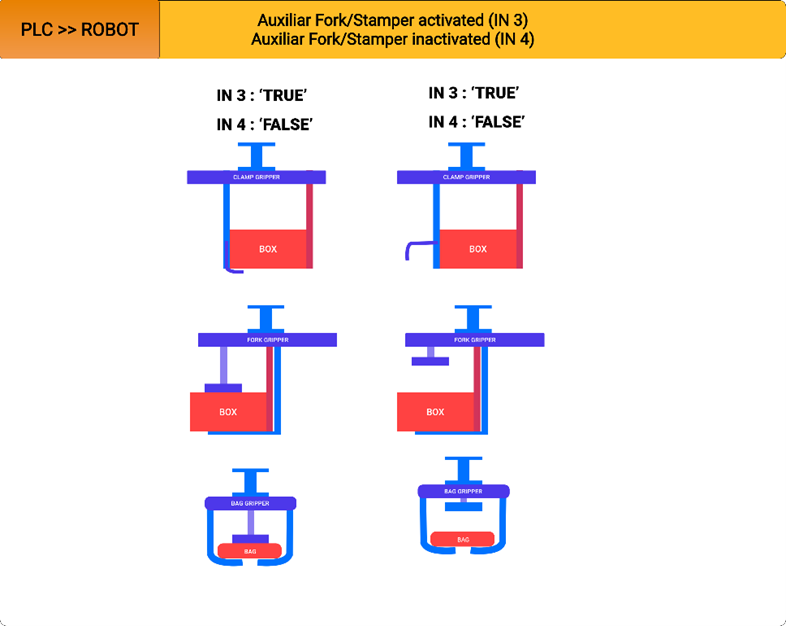
Auxiliary system/Stamper activated (IN 3)
Signal for secondary clamping system activated, indicates that it clamps the product, preventing it from moving.
#
Auxiliary system/Stamper inactivated (IN 4)
Indicator of the secondary clamping system deactivated, which means that at high speeds the inertia of the product can move, not guaranteeing its safety.
#
Tool inputs: Interlayer positioning aids
#
Interlayer mode activated (IN 9)
Indicator confirming that the interlayer positioning arms are in position to pick up the interlayer.
#
Interlayer mode inactivated (IN 10)
Indication of high arm position, not ready to pick up the interlayer.
#
Vacuum OK (IN 13)
Signal for detection of vacuum reached in interlayer clamping suction cups.
#
Interlayer detected (IN 15)
Interlayer detection sensor signal present. The sensor is independent of the separator pick-up vacuum.
#
Tool inputs: Pallet positioning aids
#
Pallet mode activated (IN 17)
Indicator confirming that the arms are in position to pick up the pallet.
#
Pallet mode inactivated (IN 18)
Indication of high arm position, not ready to pick up the pallet.
#
Gripper activated (IN 21)
Active gripping system, gripping the pallet.
#
Gripper inactivated (IN 22)
Pallet anchoring system deactivated.
#
Pallet detected (IN 23)
Pallet presence sensor.
#
Tool Outputs: Product Clamp Drives
#
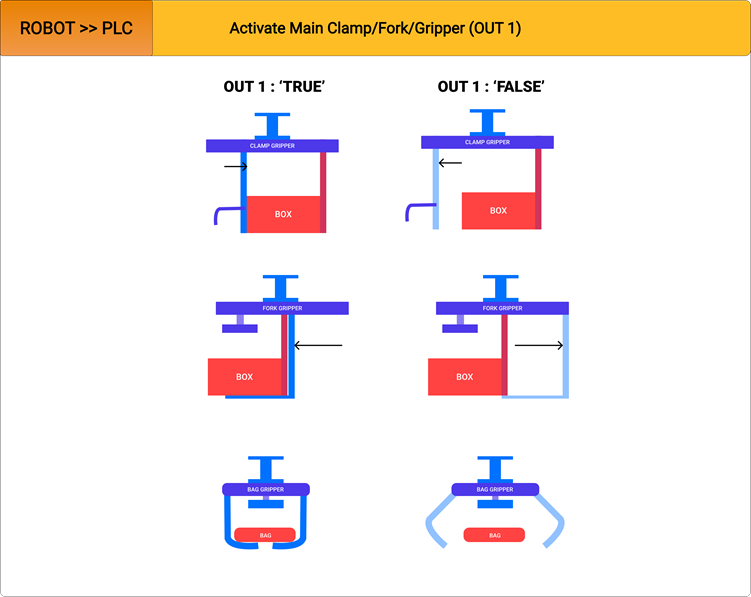
Activate Main Clamp (OUT 1)
Activates the main clamping system. When deactivated, the product is released.
#
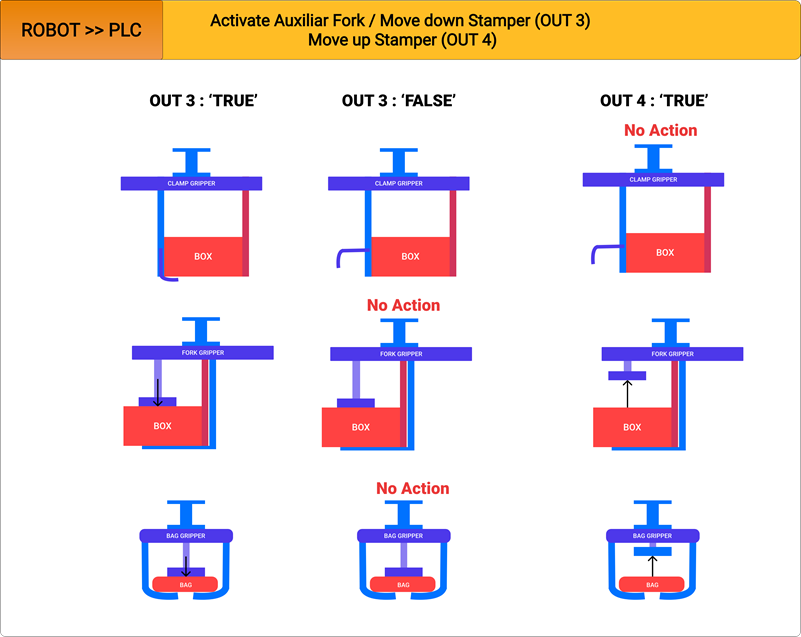
Activate Auxiliary system / Move down Stamper (OUT 3)
Activation of the auxiliary clamping system. When deactivated, the product is released and can be moved during movement. In the case of the tamper, it will exert a downward force, which will clamp the product.
#
Move up Stamper (OUT 4)
The force exerted by the active tamper can damage the product, and the absence of force can misalign the product. Therefore, considering that the system is equipped with a 5/3 solenoid valve, the tamper will not be lowered or lifted during the deposit, since the solenoid valve is in the central position. Once the product has been deposited, the tamper will be raised.
#
Tool outputs: Separator positioning aids
#
Activate interlayer mode (OUT 9)
Activates the lowering of the arms to prepare the cardboard pickup. When deactivated, the arms are raised preventing the cardboard pickup.
#
Activate vacuum (OUT 13)
Signal to activate the suction system of the cardboard plate.
#
Activate blow (OUT 14)
Blow system signal to leave the carton.
#
Tool outputs: Pallet positioning aids
#
Activate pallet mode (OUT 17)
Activates the lowering of the arms to prepare for pallet picking. When deactivated, the arms are raised, preventing carton picking.
#
Activate Grippers (OUT 21)
Anchor 1 activation signal for picking up the pallet. Deactivation of the signal releases the pallet.