#
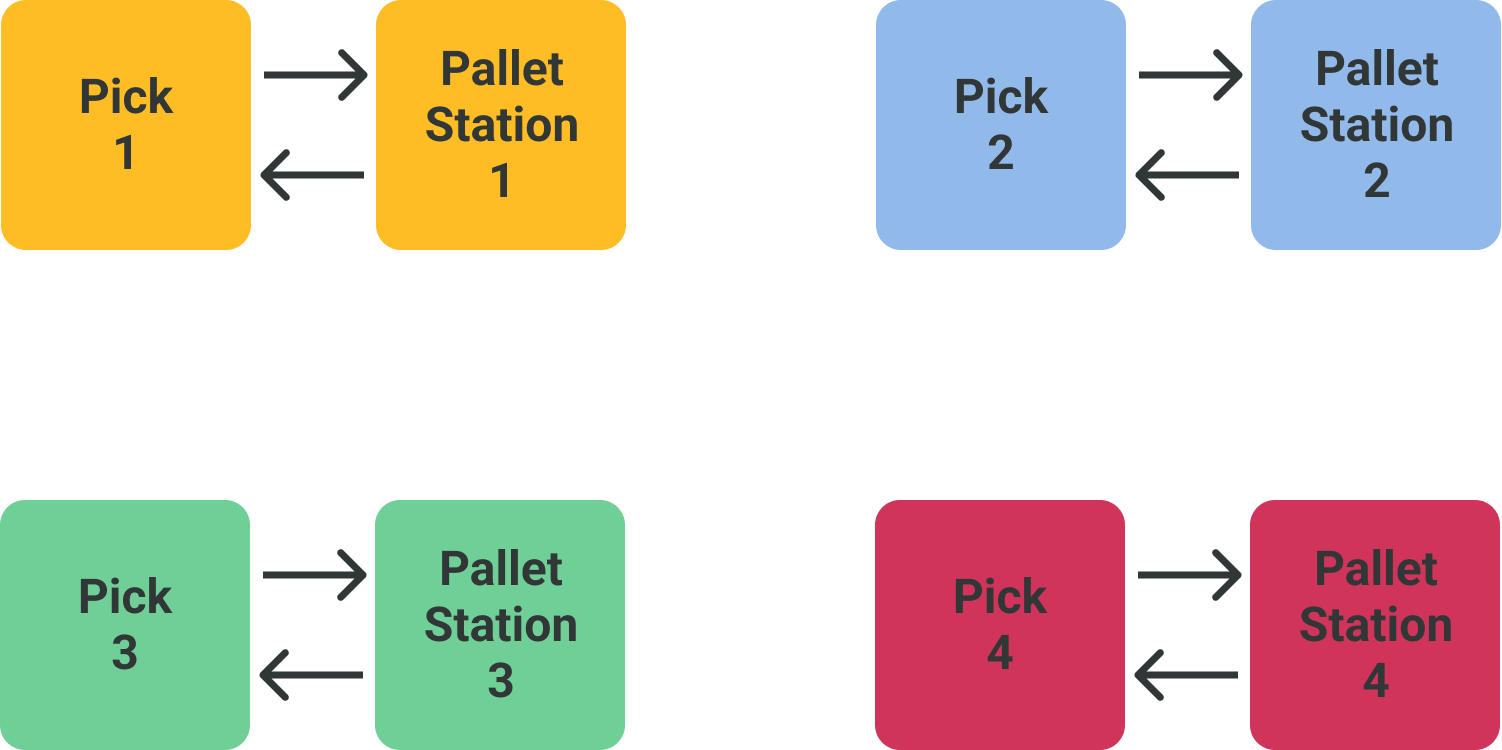
Grupos Pick Station - Pallet Station
#
Grupo Pick Station
#
Entradas
#
Line enabled
Esta señal indica al robot que la línea está habilitada, y por lo tanto el pickup asociado.
#
Product ready
Señal enviada por el PLC al robot, indica que los productos requeridos están disponibles en el pickup para ser tomados por el robot. Permite que el robot genere la secuencia de movimiento para tomar el producto presente. Cuando el PLC genere esta señal, detendrá la entrada de productos en el pickup.
#
End of production
La utilidad de esta señal es indicar que se va a generar un palé incompleto, por finalizar la producción del producto que se paletice en ese momento o el fin de ese lote. Para ello el robot al recibir la señal, tomará los productos presentes en el pickup, aunque no sea la cantidad requerida, y una vez colocados en el palé generará la señal de palé completo.
#
Salidas
#
Product picked
Señal del robot que indica al PLC que ha tomado los productos presentes en el pickup. Esta señal será empleada para resetear la señal de producto OK y el número de productos contados.
#
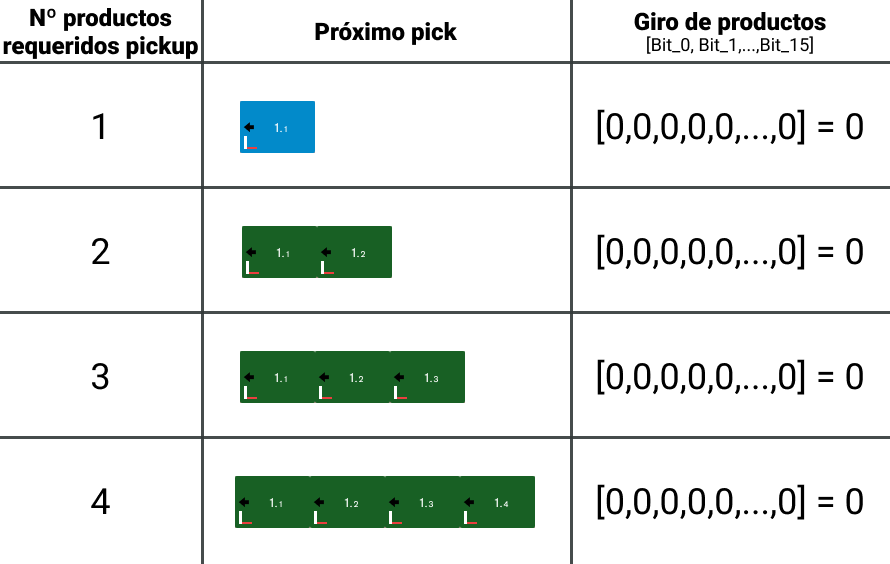
Nº Required products pickup
Valor numérico que indica el robot de la cantidad de productos requeridos en el pickup para el próximo movimiento. El robot actualizará este valor cuando inicie una secuencia de paletizado, al generar la señal de producto tomado o cuando el operario indique un punto de la secuencia de paletizado de forma manual.
#
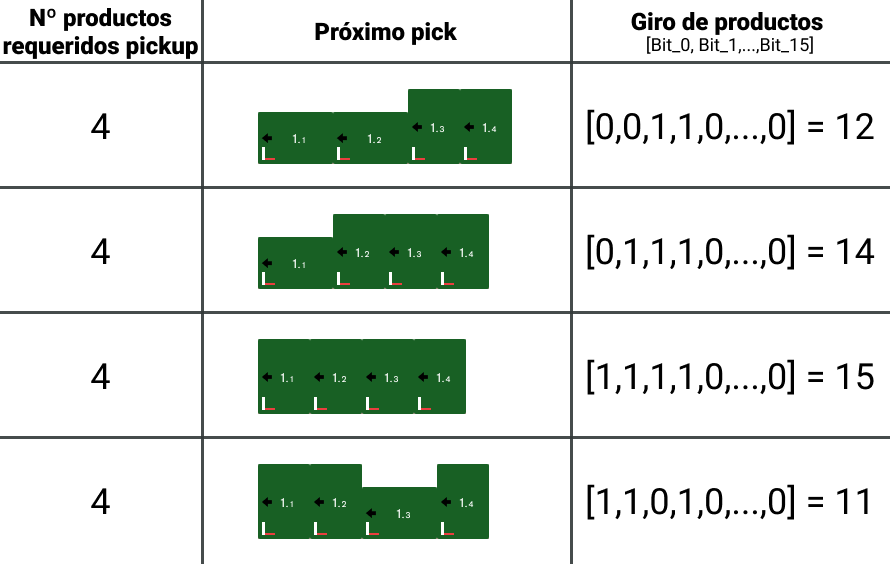
Product turner pick
Señal enviada por el robot, indica la orientación del producto al entrar en el pickup. Es empleada por el PLC para activar/desactivar el sistema de giro. Cada bit corresponderá con cada uno de los productos a girar, correspondiendo el orden de entrada de producto a los bits de menor a mayor peso.
#
Grupo Pallet Station
#
Entradas
#
Pallet ready station PLC
Señal enviada por el PLC que indica al robot que dispone de un pallet en la estación de paletizado.
#
Pallet station Area Free
Señal de zona libre por parte del PLC. El robot no podrá entrar en la zona hasta que esta no se libere.
#
Clear interference
Señal para la limpieza de datos internos de la memoria del robot, asociados a cada una de las zonas de paletizado.
#
Force Counters Station
Señal para aplicar cambios de capa y tomada en robot realizados por el usuario. Permanecerá activa, mientras no se reciba la señal de valores actualizados (Updated Counters Station, OUT 248-488)
#
Force Layer Station user
Valor insertado por el usuario manualmente de la capa a paletizar.
#
Force Pick User Station
Valor insertado por el usuario manualmente del siguiente producto a depositar.
#
Salidas
#
Pallet Req
Señal indicativa de que la receta seleccionada requiere que el robot posicione el palé sobre la estación de paletizado, y aun no lo ha realizado.
#
Interlayer Req
Señal indicativa de que la receta seleccionada requiere que el robot posicione el separador entre capas en la estación de paletizado, y aun no lo ha realizado.
#
Product placed
Señal que emite el robot indicando que ha posicionado el producto sobre el palé.
#
Last Layer Movement
Señal indicativa de que el movimiento a realizar en la receta seleccionada es el último de la capa del mosaico.
#
Last Pallet Movement
Señal indicativa de que el movimiento a realizar en la receta seleccionada es el último del mosaico y del palé.
#
Pallet Finished station
Al finalizar un palé, ya sea completo o incompleto, el robot enviará esta señal indicando que ha finalizado el ciclo y que está a la espera de un nuevo palé en la estación.
#
Interference Cleared
Confirmación que ha limpiado los datos vinculados a las áreas de interferencias de cada una de las zonas de paletizado, según le indicó el PLC con las señales Clear interference
#
Data Loaded Station
Señal con la que indica el PLC que ha actualizado los valores de capa, pick y productos contados, según se le indicó en la señal actualizar valores (Update Counters Station).
#
Current Layer Station robot
Valor indicado por el robot de la capa a paletizar.
#
Current Pick Robot Station
Valor indicado por el robot del siguiente producto a depositar.